

本厂销售 【热镀锌立柱】,产品质量保证,本着“专业专注、服务”的态度,我们坚信“诚信”才是生存的大道。“小胜凭智,大胜靠德”,欢迎新老客户来电咨询。 鑫海达金属制品(丰城市分公司)期待以优质的产品和服务,与您共创美好未来。






不锈钢复合管护栏除锈应该去不锈钢市场去买光洁水,或者跟商家讲专门用来除不锈钢锈的他们就会知道了。如果你想彻底的杜绝锈迹,在上面来一遍抛光蜡效果就更好了。内衬不锈钢复合管价格稳中有跌,其中海运费和部分地区钢坯小幅回落。分品种来看:受隔夜普指下跌1美金的影响,进口矿价格持稳观望,目前成交冷清,市场悲观心态难有好转,现天津港63.5%印粉620元/吨,暂稳。
该管具有很好的整体性,不会出现龟裂、撬皮等现象,可轻易实现内衬层厚度均匀;对基管的前期处理要求不严,不需要严格清洗,因为它是机械复合,只要两面没有多余杂质即可,因此能降造成本;自身强度高、韧性好,抗振颤、抗弯曲、不易划伤,利于搬运及在恶劣条件下的作业等有利条件;抗高温,该管可在70。


防撞不锈钢复合管护栏作用越来越重要:
城市道路交通事故统计资料表明:车辆冲撞路侧(右侧)和中央分隔带(或左边路侧)的事故比例大致相当;车速越快,事故损失一般也越大。随着城市建设的快速发展,设计速度较大的城市道路、跨江跨河或高架桥梁等的大量修建,车辆坠落桥下或驶入对向车道造成严重事故的情况各地均有发生,防撞护栏的作用显得尤为重要。另外,随着城市道路交通量的快速增加,发生在护栏上游端头、不同类型护栏的过渡段、中央分隔带护栏开口处等护栏衔接处的交通事故也越来越多,这些位置已经成为防护设施体系中的防护漏洞或薄弱环节,需要合理处置,以使防撞护栏的防护形成一个完整的体系。
防撞不锈钢复合管护栏的相关特点
1、防撞不锈钢复合管护栏结构简单,节省材料,工程造价较低。
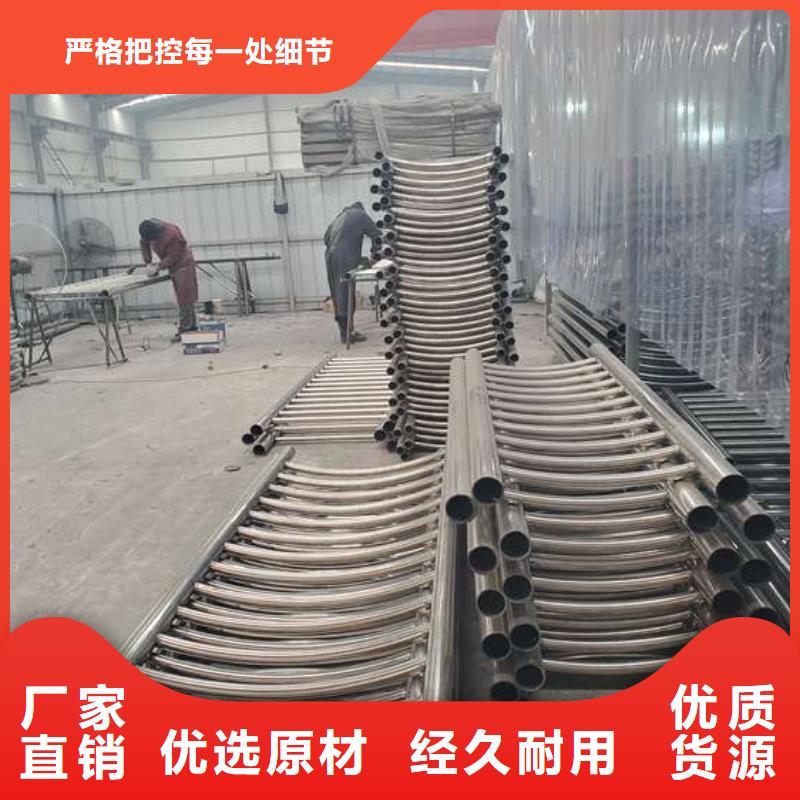
2、防撞不锈钢复合管护栏的材料重量小,便于长途运输。
3、将防撞不锈钢复合管护栏底部与砖混墙筑为一体,有效克服了防撞护栏刚度不足的弱点,增强了防撞护栏的防护性能。
4、防撞不锈钢复合管护栏安装简单,不受地形影响,适合丘陵地区,且抗风化能力强,有效延长防撞护栏使用寿命,节约成本。


